



1. 產品描述
本系列高硬度加成型矽膠(High Hardness Addition Cure Silicone Rubber),亦稱為高硬度鉑金矽膠(High Hardness Platinum Cured Silicone),是一種優質的 RTV-2 矽膠材料,以其卓越的尺寸穩定性和高強度而著稱。它由 A 劑和 B 劑組成,兩者均為半透明的黏稠液體。
當以重量比 1:1 混合時,它會在室溫下固化成堅硬的橡膠,或透過加熱加速固化。它是製作堅固、不變形模具的首選,適用於快速原型製作、複合材料製造和高精度工業灌注。

2. 產品特點
- 操作簡便: 便利的 1:1 混合比例(建議重量比)或體積比。
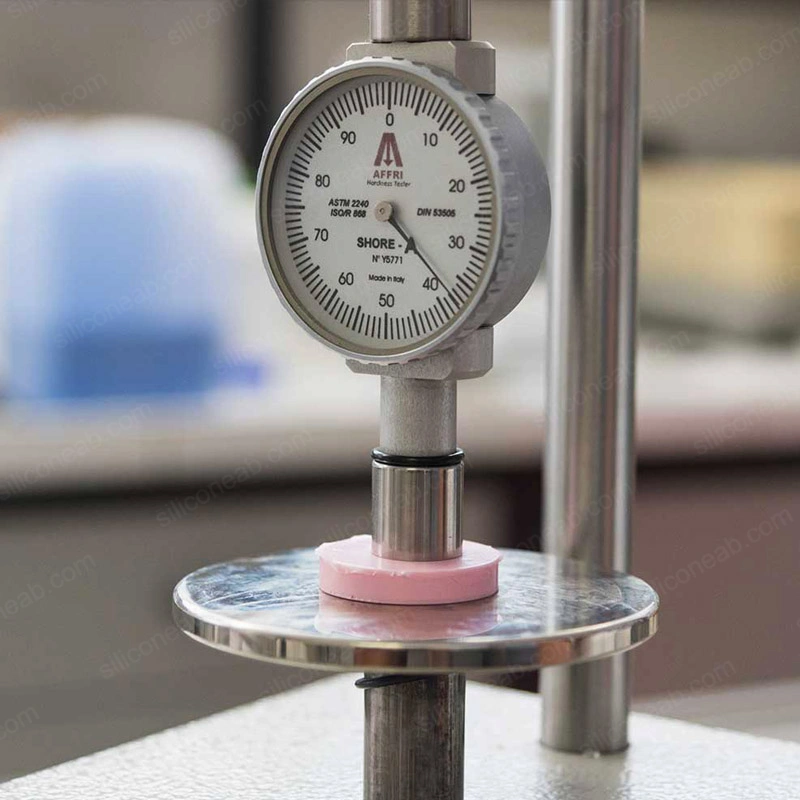
- 高剛性: 高硬度(40-50 Shore A)確保模具在壓力下保持形狀。
- 尺寸穩定性: 優異的抗變形能力,對於精密部件至關重要。
- 極低收縮率: 極小的收縮率(≤0.1%)確保尺寸的精確還原。
- 純淨且安全: 鉑金固化系統不產生副產物;無臭無毒。
- 耐熱性: 耐溫高達 250°C (482°F),適用於高放熱樹脂。

3. 應用領域
本系列產品專為模具剛性至關重要的工業應用而設計。它在灌注過程中能抵抗變形,使其成為以下應用的理想選擇:
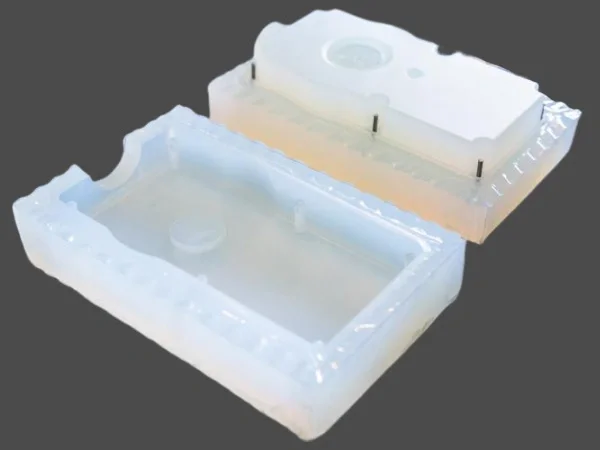
- 真空注型(快速原型製作): 製作使用 PU 樹脂(類 ABS、類 PC、類尼龍)進行小批量生產的精密矽膠模具。其剛性對於灌注薄壁部件(如電子外殼)且不變形至關重要。
- 樹脂灌注: 適用於灌注需要高尺寸精度的環氧樹脂、聚氨酯(PU)樹脂和聚酯樹脂部件。
- 建築與裝飾: 製作混凝土、水泥和文化石磚等重型灌注材料的剛性模具。
快速原型製作
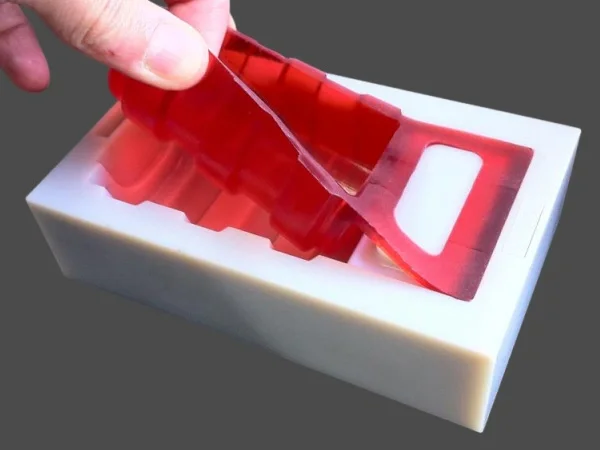
PU 橡膠灌注
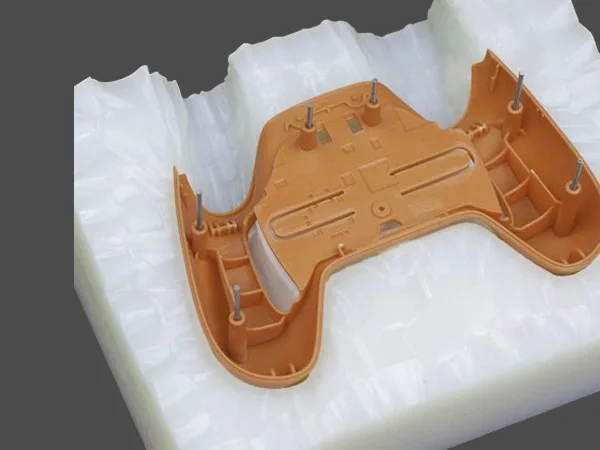
薄殼灌注

混凝土/磚模具
4. 加工注意事項
- 批次一致性: 請務必使用同一套裝且同一批次的 A 劑和 B 劑。若混合不同批次的組分,請先進行小量測試以確保相容性。
- 相容性測試: 在進行大型專案之前,強烈建議先進行小量測試,以確認材料與您的特定專案的相容性。
- 混合條件: 為獲得最佳效果,請在 20-30°C (68-86°F) 且相對濕度低於 50% 的環境下混合和固化。
- 溫度限制: 請勿在低於 15°C (60°F) 的溫度下使用,因為固化可能會不完全或顯著延遲。
固化抑制(矽膠中毒)警告
鉑金催化劑對污染物非常敏感。請確保所有工具和模型清潔。避免接觸硫(油泥、乳膠手套)、錫(縮合型矽膠)、胺類(環氧樹脂)和 3D 列印 UV 樹脂(SLA/DLP),因為這些物質會阻止固化並導致表面殘留黏性。
故障排除與解決方案:
5. 安全預防措施
在正常的儲存和處理條件下,本產品性質穩定,不會發生危險反應。但是,應遵循標準的工業衛生規範。
- 一般: 請將產品置於兒童無法觸及之處。
- 皮膚接觸: 用肥皂和水徹底清洗。
- 眼睛接觸: 用清水徹底沖洗至少 15 分鐘並尋求醫療協助。
- 吸入: 在正常預期使用情況下,本材料不被視為具有吸入危害。
- 誤食: 請勿催吐。漱口並尋求醫療協助。
6. 儲存與保存期限
- 儲存條件
- 儲存在室溫 (15-25°C / 60-77°F) 的陰涼乾燥處。遠離陽光直射、酸和鹼。
- 保存期限
- 在正確儲存的條件下,自生產之日起 12 個月。高溫可能會縮短保存期限。
- 已開封容器
- 使用後立即重新密封,以防止污染和濕氣進入。
超過保存期限: 若存放超過指定日期,產品不代表一定無法使用。但是,使用者需要在使用前進行測試以確認性能。







