在使用RTV-2矽膠製作模具時,固化不完全導致矽膠呈現黏糊糊的狀態,常常困擾初學者。儘管模具表面看似成型,但與母模接觸的介面卻依然是未固化的凝膠狀態。本文將詳細分析矽膠固化不完全的根本原因,並提供有效的解決方案,幫助您解決這一常見問題。
1. 矽膠發黏概述
「矽膠發黏」本質上是矽膠固化不完全的直接表現。它指的是在達到甚至超過製造商建議的固化時間後,矽膠依然部分或全部處於液體或凝膠狀態。
典型案例:很多創客在使用光固化(SLA/DLP)3D列印件作為母模時,遇到加成型矽膠固化不完全的問題。矽膠與列印件接觸的部分總是無法固化,形成了無法修復的黏稠物。根本原因並非光固化樹脂本身,而是列印件中殘留的未完全反應的化學物質。
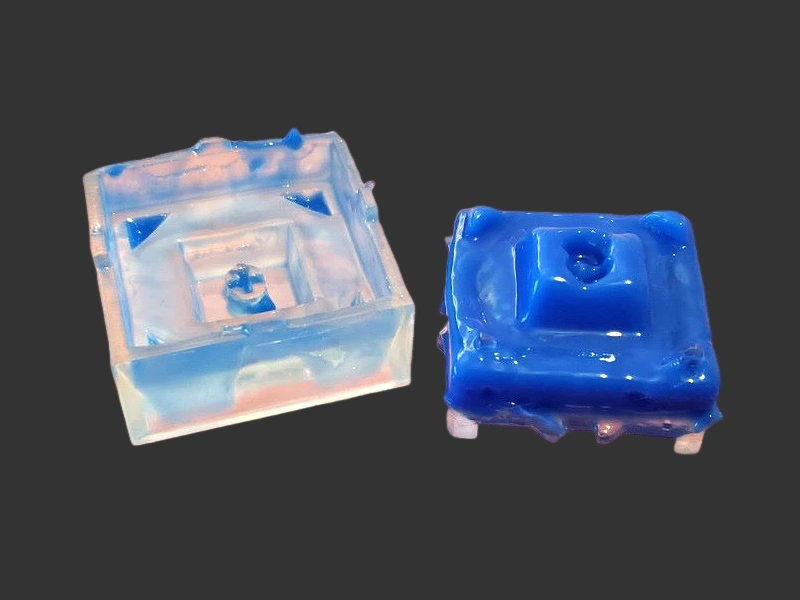
 固化不完全發黏的矽膠模具
固化不完全發黏的矽膠模具
導致固化失敗的原因:
化學物質遷移:光敏樹脂中的光起始劑(如TPO類)和未反應的單體會從樹脂中遷移到表面,影響固化過程。這就是為什麼一個看似已經固化並清洗乾淨的列印件,在幾天後仍然會導致固化抑制。
催化劑中毒:這些滲出的化學物質,會使催化劑「中毒」永久失活,從而阻斷固化反應。
2. 主要原因
導致矽膠固化失敗的原因可以將其歸結為三大核心因素:操作不當、環境因素和化學抑制。
a. 操作不當
1.錯誤的混合比例:RTV-2矽膠的固化是A、B組分精確的化學反應。必須嚴格按照製造商規定的重量比進行混合。任何目測估算、按體積配比或為延長操作時間而隨意減少固化劑(B組分)的行為,都會導致反應不完全,最終使整個矽膠體發軟、發黏。
2.混合不均:高黏度矽膠在攪拌時,容器的側壁和底部極易形成「混合死角」。這些未被充分混合的部分會導致局部未固化的黏性斑點。
3.組分錯配:每個型號的A組分和B組分都是一個精密配對的化學體系。混用不同型號、品牌或批次的組分,可能導致固化失敗。
4.工具污染:母模表面若有灰塵、油污、水氣,或者攪拌工具上有殘留物,都會物理或化學性地影響固化。
b. 環境因素
溫度影響:RTV意為「室溫硫化」,這個「室溫」特指一個最佳範圍,通常是20-25°C (68-77°F)。當溫度低於15°C/60°F,固化速度將大幅減慢;低於10°C/50°F時,反應甚至可能完全停滯。
濕度影響:縮合型(錫催化)矽膠依賴空氣中的水氣進行固化,在極端乾燥環境下可能導致固化失敗。加成型(鉑金催化)矽膠固化不依賴水氣,但極端濕度可能會導致母模表面形成水膜,影響固化效果。
c. 固化抑制
固化抑制是加成型矽膠固化失敗的常見原因,指的是某些化學物質「毒害」了鉑金催化劑,阻止了固化反應的發生。典型的失敗表現是,與母模接觸的矽膠層無法固化,而暴露在空氣中的部分則能正常固化。
 加成型矽膠
加成型矽膠
常見的鉑金催化劑抑制物:
- 含硫 (S) 化合物: 如硫基塑形油土、乳膠手套、天然橡膠、部分硫化橡膠製品。
- 含錫 (Sn) 化合物: 如縮合型矽膠及其固化劑、某些PVC塑膠、有機錫穩定劑、焊錫膏殘留物。
- 含氮 (N) 化合物: 如胺類固化劑的環氧樹脂和聚氨酯、某些中和胺、醯胺、腈類、瞬間膠(氰基丙烯酸酯)。
- 含磷 (P) 化合物: 如磷酸鹽、亞磷酸鹽、某些UV光敏樹脂中的光起始劑(如氧化膦,TPO)。
- 特定材料與物質:某些木材(特別是松木、椴木)、補土(Bondo)/聚酯樹脂、某些油漆和清漆、膠帶(如管道膠帶)、丙酮、丁酮(MEK)。
有趣的是,有時候即使看似無關的物品也會成為抑制源。舉個例子,一些品牌的透明膠帶或標籤紙,其背膠中含有的化學成分也可能導致加成型矽膠固化失敗。
3. 診斷步驟
遇到矽膠固化失敗時,建議遵循以下診斷流程:
第一步:耐心等待
許多RTV矽膠產品在幾小時內能達到表乾狀態,但內部的交聯反應可能需要更長時間(24小時甚至更久)。如果48小時後矽膠依然黏稠,則可確認固化失敗。
第二步:嘗試升溫
如果矽膠有固化跡象但進程緩慢,嘗試將環境溫度提升至30°C左右。若幾小時內固化程度明顯改善,則問題基本可確定為環境溫度過低。若毫無變化,則問題指向混合不當或化學抑制。
第三步:模式分析
觀察失敗的具體模式,對照下表,快速定位原因。
| 固化失敗的表現 | 可能的原因 |
|---|---|
| 整個模具發黏或呈凝膠狀 | 混合比例不正確或混合不均 |
| 頂部已固化,但接觸母模的表面發黏 | 化學固化抑制 |
| 固化進程極慢 | 環境溫度過低 |
4. 解決方案
一旦確認固化失敗,特別是化學抑制,黏性層是不可逆的。我們的目標是徹底清除污染物,並修復母模,確保下次使用順利。
階段1. 徹底清除
1.物理清除:使用刮刀或不起毛的布,盡可能刮除黏稠的矽膠。
2.化學清洗:使用溶劑溶解殘留物。務必在通風處操作,穿戴防護用具,並在不顯眼處測試溶劑對母模的相容性。
- 溫和級(首選):高純度異丙醇(IPA >90%)、礦物油精。
- 中等級:丙酮。高效但可能損傷某些塑膠和油漆。
- 強力級(慎用):甲苯、二甲苯。毒性與可燃性高,僅在其他方法無效且具備專業防護條件的情況下,才應考慮使用。
3.最終清洗:溶劑清洗後,必須用肥皂和清水將母模再次洗淨,去除所有殘留物。
階段2. 強化後固化
1.水下固化:將3D列印件浸沒在清水中進行UV照射。其科學原理在於,水不僅能隔絕氧氣(氧氣會抑制表面的自由基聚合,導致表面發黏),更重要的是,水可以作為一種溶劑,在UV照射過程中幫助溶出和溶解樹脂中水溶性的光起始劑及其副產物。推薦的水下固化時間為30至60分鐘,甚至更長。
2.長時間UV照射:將列印件放入UV固化箱中,進行至少6小時的固化,確保紫外線照射到所有表面,特別是凹槽和倒勾區域。使用透明或半透明樹脂列印,可以顯著提高UV光的穿透深度和固化效率。
3.烤箱烘烤:UV處理後,將列印件放入烤箱,在45°C至60°C的低溫下烘烤4小時以上,以促進完全反應並揮發殘留物質。注意,大多數標準樹脂在超過60°C時會開始軟化變形,因此必須嚴格控制溫度。
階段3. 物理隔離
如果後固化後仍擔心存在抑制風險,可在母模表面噴塗一層已知的非抑制性塗層,如 Krylon水晶透明漆 或專用的 Inhibit X™ 抑制阻斷劑,建立物理屏障。注意這種方法可能會犧牲掉母模表面的部分細節。
階段4. 間接翻模法
當母模極其珍貴或上述方法均無效時,可考慮採用間接翻模法:
1.製作中間模具:使用對抑制不敏感的縮合型(錫固化)矽膠,為原始母模製作一個模具。
2.鑄造複製品:用做好的錫固化矽膠模具,澆注一個化學性質穩定的模型(如環氧樹脂或聚氨酯樹脂)。
3.製作最終模具:使用這個化學性質「乾淨」的樹脂複製品,來製作您最終需要的加成型矽膠模具。
5. 預防措施
為避免固化失敗的發生,建議遵循以下基於科學原理和豐富實踐經驗的黃金法則:
法則一:了解材料
動手前,明確您使用的是縮合型還是加成型矽膠。若是後者,必須對抑制物清單保持高度警惕。
法則二:樣品測試
在投入大量材料前,永遠、永遠、永遠要做一個樣品測試。混合少量矽膠,塗抹在母模的一角或相同材質的廢料上。
法則三:細心準備
表面:確保母模乾淨、乾燥、無污染。
工具:為加成型和縮合型矽膠準備完全獨立的、明確標示的工具。
個人防護:使用乙烯基(Vinyl)手套是風險最低的选择。絕對避免使用含硫的乳膠手套。
法則四:規範操作
按重量測量:按照重量而非體積進行配比,務必使用精度至少為0.1克的電子秤。
充分混合:使用「二次混合法」,在一個容器中充分攪拌後,將全部混合物轉移到第二個乾淨的容器中,用新的攪拌棒再次徹底攪拌。這是系統性消除混合死角的最佳實踐。
6. 總結
矽膠固化不完全導致的黏性問題並非神秘現象,而是操作失誤、環境因素或化學抑制的直接結果。透過規範的操作和嚴謹的預防措施,您可以有效避免這一問題,製作出完美的矽膠模具。



我們重視您的評論,但請不要發布無意義或不相關的內容。請在評論前閱讀我們的評論政策。