



1. 產品描述
本系列軟質縮合型模具矽膠(Soft Condensation Cure Silicone Rubber),亦稱為軟質錫固化矽膠(Soft Tin Cured Silicone),是一種以卓越的柔軟度和高彈性而著稱的低硬度 RTV-2 矽膠材料。它由白色或半透明的基底(A 劑)和錫基固化劑(B 劑)組成,在室溫下透過與大氣中的濕氣反應而固化。
當以重量比 100:2 至 100:4 混合時,它會形成柔軟且耐用的橡膠。本產品專為需要深倒扣的軟模應用而設計,例如蠟燭製作、手工皂灌注以及複雜的建築修復,在這些應用中,輕鬆脫模至關重要。

2. 產品特點
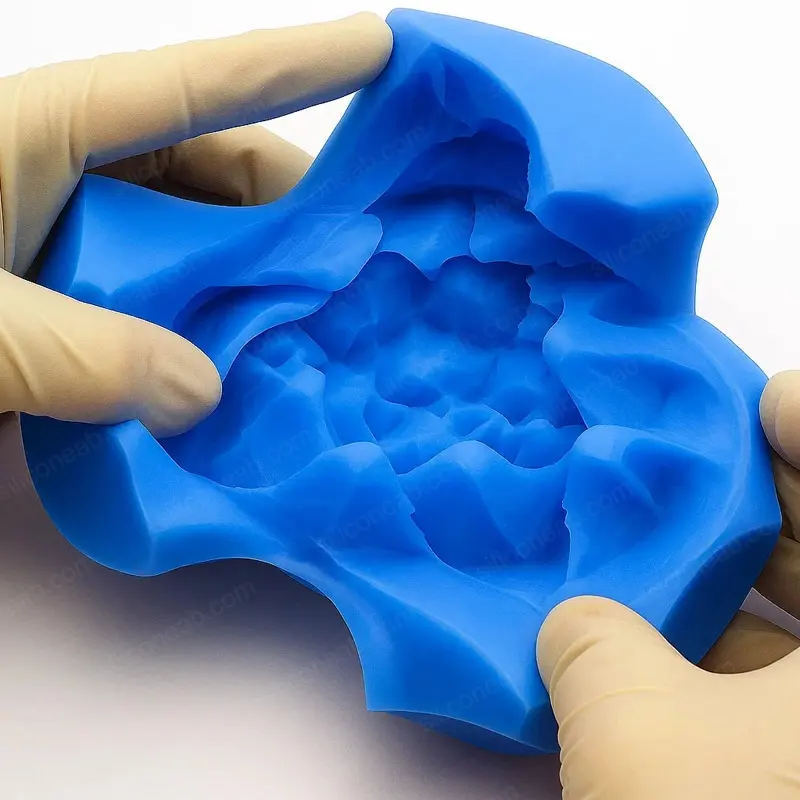
- 卓越的柔軟度: 低硬度(5-15 Shore A)允許在不損壞模具或部件的情況下,輕鬆脫除具有深倒扣的複雜鑄件。
- 高彈性: 優異的柔韌性確保模具在脫模後能恢復原狀,最大限度地降低撕裂風險。
- 低黏度: 液態橡膠易於流動至微小細節和縫隙中,便於真空脫泡和精確的紋理還原。
- 優異的脫模性: 其天然的不沾黏特性顯著減少了大多數灌注材料對脫模劑的需求。
- 應用廣泛: 既適用於灌注塊狀模具,也適用於製作刷塗皮模(需添加觸變劑)。
- 可調節的固化: 操作時間和固化時間可以透過調整固化劑比例(100:2 至 100:4)或環境溫度來修改。

3. 應用領域
本系列產品適用於對柔軟度有嚴格要求、以防止在脫模過程中損壞易碎鑄件的應用。它是製作一體式模具(包模)的理想選擇,此類模具的橡膠需要足夠的柔韌性以便能被翻轉或外翻。
- 蠟燭與手工皂模具: 材料的低硬度允許模具被輕鬆外翻(由內向外翻轉)或剝離,從而便於脫除精緻的蠟和肥皂鑄件而不致斷裂。
- 微型與精緻工藝品: 非常適合複製小型公仔或藝術工藝品,若使用硬模,可能會在脫模過程中破壞成品的精細特徵。
- 具深倒扣的部件: 專為具有深倒扣的模型設計。高彈性允許模具在突起處拉伸並恢復原狀。
- 精細修復: 完美適用於成型易碎的歷史文物,模具材料對原始模型施加的應力極小。
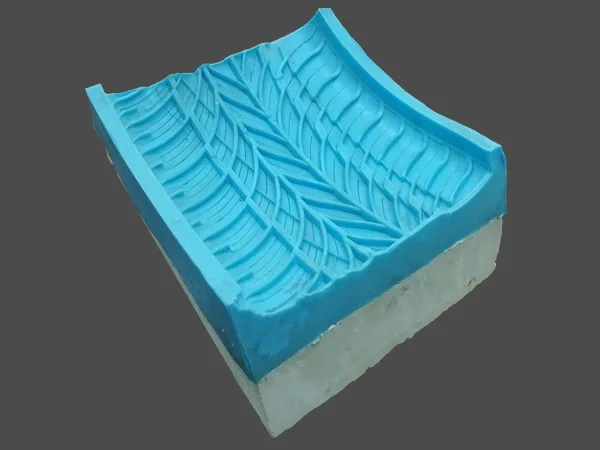
輪胎矽膠模具
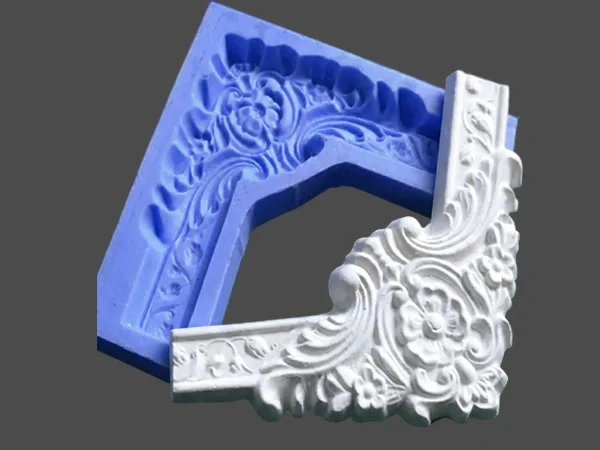
石膏模具

小熊樹脂模具

鞋底模具
4. 加工注意事項
- 批次一致性: 為確保結果一致,請務必使用同一批次的 A 劑和 B 劑。混合不同批次的組分需要進行使用者測試以確認相容性。
- 混合比例: 準確稱量 A 劑和 B 劑。建議的重量混合比例為 100:2 至 100:4。
- 催化劑影響: 使用過量固化劑(>100:5)雖可加速固化,但可能會導致模具變脆並縮短其使用壽命。
- 混合過程: 徹底混合,刮拭容器的側面和底部。若使用白色矽膠,使用前請攪拌 A 劑,因為填料可能會沉澱。
- 收縮率: 縮合型矽膠模具會隨時間產生逐漸的收縮。收縮率可能會受灌注材料和模具設計的影響。
重要使用警告
僅供工業使用: 由於潛在的滲出問題和催化劑副產物,本產品不適用於食品、牙科或皮膚接觸應用。
5. 安全預防措施
在固化過程中,縮合型矽膠會釋放副產物(如醇類)。請在通風良好的區域使用。請將產品置於兒童無法觸及之處。
- 通風: 確保通風充足,以驅散固化過程中釋放的蒸氣。若通風不足,建議佩戴呼吸防護裝備。
- 個人防護裝備 (PPE): 佩戴護目鏡和防液體手套(丁腈/丁基橡膠),以防止皮膚和眼睛接觸。
- 皮膚接觸: 用肥皂和水徹底清洗。若刺激感持續,請尋求醫療協助。
- 眼睛接觸: 用清水沖洗眼睛 15 分鐘並尋求醫療協助。
- 吸入: 移至空氣新鮮處。若出現頭暈或刺激等症狀,請尋求醫療協助。
- 誤食: 請勿催吐。漱口並立即尋求醫療協助。
6. 儲存與保存期限
- 儲存條件
- 儲存在室溫(15–25°C / 60–77°F)的陰涼、乾燥且通風良好的地方。遠離熱源和陽光直射。
- 保存期限
- 在正確儲存的條件下,自生產之日起 12 個月。高溫可能會縮短保存期限。
- 已開封容器
- 使用後立即重新密封,以防止洩漏並保護催化劑免受濕氣(水解)影響。
超過保存期限: 若存放超過指定日期,產品可能仍可使用,但在使用前需要進行測試以確認性能。







